


由水利部杭州机械设计研究所为中港四航局二公司建造的四航混凝土1 号CHZ200 - 2S2000L 型船载混凝土搅拌站于2 0 0 5 年4 月交货,试用三个月后于7 月份通过了用户的验收。目前该工程船正在广东深圳盐田港,使用情况良好( 见图1)。

1 概述
CHZ200 - 2S2000L 型船载混凝土搅拌站是采用微机全自动控制的混凝土搅拌专用成套设备,适用于内河及沿海的堤岸、桥墩、码头等水上建筑的混凝土泵送浇筑。四航混凝土1 号搅拌船集骨料、粉料、水及外加剂的存储与称量、搅拌混凝土及水上现场浇注为一体的较为先进的工程船。该搅拌系统采用两台M A O 3 0 0 0 / 2 0 0 0 双卧轴强制式搅拌机,生产能力达到2 × 1 0 0 m 3/ h ,可搅拌各种类型的建筑混凝土。
2 主要技术参数
生产率: 2×100 m3/h
配套主机:两台MAO3000/2000 双卧轴强制式搅拌机
骨料仓总容积: 1600 m3
其中:中石仓G3 600 m3
小石仓G4 400 m3
砂仓S 600 m3
粉料仓总容积: 530 m3
其中: 水泥仓4 个 2 × 70 + 2 × 85 m3
粉煤灰仓2个 2×70 m3
硅粉仓2个 2×40 m3
液料仓总容积: 450 m3
其中: 水仓 400 m3
冷水仓 30 m3
外加剂2个 2×10 m3
称量精度:
骨料与砂 ±2%
粉料、水及外加剂 ±1%
混凝土搅拌系统总功率 ~402 kW
3 主要机构及工作原理
四航混凝土1 号搅拌船系非自航式工程船舶。CHZ200 - 2 S 2 0 0 0 L 型船载混凝土搅拌站由主楼结构、骨料舱、粉料舱、搅拌系统、称量系统、骨料输送系统(水平胶带输送机和大倾角胶带输送机)、粉料输送系统(螺旋机)、除尘系统、供水系统、气控系统及电控系统等组成。
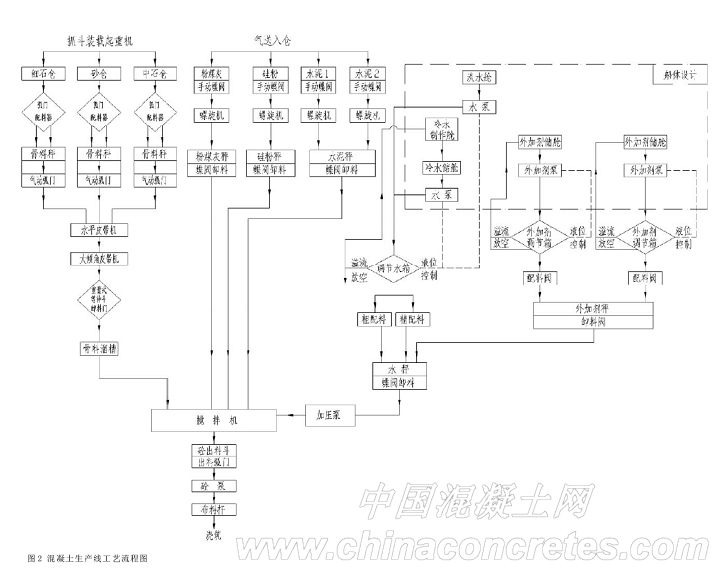
3.1 工艺原理:每条混凝土生产线的工艺流程如图2:
3.2 总体布置
总体设计和设备布置充分考虑了工程船舶稳定性要求,搅拌系统设备布置重心较低,尽量靠近船中部且布局紧凑。设备配套的选用,能适应水上作业所处的潮湿、盐雾环境,使混凝土搅拌系统的整体设计完全满足了船用要求。
搅拌站主楼位于船头中间位置,水泥、粉煤灰等粉料仓置于船头两侧,骨料仓位于船体中部。搅拌系统、称量系统设置于主楼上,双线大倾角皮带机将位于船体中部的骨料输送到主楼上。两台搅拌机各有一套独立的骨料、粉料、水及外加剂的输送与称量系统。前甲板平台上布置搅拌站主体;船体中部设置骨料存储、配料系统;搅拌站主体两侧为左右对称布置的方格形粉料舱;两条混凝土生产线共用一套主控制室、水和外加剂的配料调节箱、冷水制作系统、空压机及储气罐。其余机械设备均为两套,左右对称布置。
搅拌站主体部分自上而下分为称量层、搅拌层和出料层。称量层布置有大倾角皮带机头、骨料等待斗、粉料配料称量装置、除尘装置及水和外加剂的配料称量装置。混凝土搅拌系统的主控制室布置在搅拌层的前部; 搅拌层布置有骨料的卸料溜管、卸水管路和MAO3000/2000 搅拌机;出料层位于主甲板上,布置有混凝土出料斗、混凝土出料弧门和混凝土泵。在前舷两侧置有两台混凝土布料机。
在船体主甲板下设置有工作水舱(淡水舱)和冷水系统,搅拌用水从工作水舱或冷水系统的冷水舱内由泵送至位于称量层上的配料调节水箱内;主甲板上设置有两个外加剂储液箱,通过两台磁力泵分别向两个外加剂配料调节箱供液。搅拌站主体设备的执行机构的气缸动作,均通过空气管路系统中的气动元件组及电磁气阀来控制。本混凝土搅拌系统有一套完整的气路系统。
混凝土搅拌船电气控制采用工业工控微机集中控制系统与强电控制系统的协调配合,对进料、称量、搅拌、出料等混凝土生产全过程实现自动控制,也可以人工控制操作,分步运行;全部生产数据均可存储并按要求打印输出。本套船载混凝土搅拌控制系统由两套相对独立系统组成,其中骨料仓、外加剂箱和水箱供给系统是共用的。两生产线可分别单独或者同时生产。
3.3 搅拌系统
每条混凝土生产线配置一台M A O 3 0 0 0 / 2 0 0 0 型双卧轴强制式搅拌机,进料容量为3 0 0 0 L ,出料容量为2000 L,单机功率2 × 37 kW。搅拌时间可根据不同配比的混凝土试验情况设定,一般设定在3 5 ~4 5 s 之间( 常规混凝土) ,搅拌周期约为70s,搅拌完成的混凝土由液压旋转门卸出到混凝土出料斗内,卸料时间约为15s。
3.4 称量系统
每条混凝土生产线配置三只骨料称量斗,前、后为石料,中间为砂。骨料仓位于船体中部,呈箱形布置,共有六格,每格有两个下料口。各下料口法兰下方连接骨料秤吊架和检修平板闸门。骨料秤的配料由微机控制,分粗、精称,粗称时两个弧门齐开,精称时仅开一只配料弧门。
秤斗的卸料采用气动双开弧门。两条生产线的六台骨料秤均设有水平防晃装置,可保证船倾3 °时能满足各秤的精度要求。粉料仓通过8 条螺旋机(每侧各4 条)与主楼相连。螺旋机穿过主楼纵壁和称量层,8 个出料口分别对应6 台(左右各3 台)粉料秤的进口,其中两种水泥(C 1 、C 2 )对应同一台水泥秤。粉料的配料秤沿船纵向布置,每条生产线有三台秤,共用同一秤架。由前至后依次为水泥秤(由两条配料螺旋机给料)、硅粉秤(由一条配料螺旋机给料)和粉煤灰秤(由一条配料螺旋机给料)。螺旋机装在筒仓底部,用手动蝶阀开度来控制给料量。粉料秤均采用气动蝶阀卸料,每台粉料秤均设有防晃装置,可保证船倾3 °时能满足各秤的精度要求。每台粉料秤均配置有一套气动球形振动器,以辅助粉料秤卸料。
3.5 水与外加剂的称量系统
两台水秤左右对称设在称量层平台上,每台水秤对应一条混凝土生产线。称量配水各采用一只气动蝶阀和一只气动截止阀,截止阀用于精称。水秤设有防晃装置,可保证船倾3 °时能满足水秤的精度要求。在每一条混凝土生产线中,两种外加剂配料管路各通过气动截止阀向同一台外加剂秤配料。外加剂秤设在水秤的上方,称量后外加剂通过秤斗底部的气动截止阀卸入水秤斗和水一起卸入搅拌机内。外加剂秤的防晃装置为三根水平拉杆(夹角均为120°) ,使用时应将每根拉杆调整至水平状态且保证外加剂秤斗自然垂挂。防晃装置可保证船倾3 °时能满足外加剂秤的精度要求。
3.6 骨料输送系统
骨料采用抓斗吊直接上料或通过补料船上的胶带输送机上料,骨料在料仓中装载时应尽可能平衡。骨料仓位于船体中部,呈箱形布置。纵向分三排,横向分两列(对应两条混凝土生产线)对称布置,共有六格,每格有两个下料口。每条混凝土生产线的三只骨料称量斗下方配置一条水平胶带输送机(头部上翘),另有一条大倾角胶带输送机连接水平胶带机头和主楼内的等待料斗。等待料斗配置有重量式传感器,反馈斗内是否有骨料,一旦等待料斗卸空则骨料称量斗立即卸料,将骨料输送到等待料斗,缩短骨料输送时间,提高生产率。
3.7 粉料输送系统
粉料仓的进料采用气力输送进料,由粉料散装车在码头直接接入输送管,气力输送上料或由补给船气力输送上料。船的两侧均各设有8 只快速接头座,在船的任一侧均可给两侧粉料仓上料。粉料进料管路上共有1 6 只球阀,每条管路各有1 只。粉料筒仓底部的螺旋机将粉料输送至各粉料秤上,粉料秤均采用气动蝶阀卸料。
3.8 液料输送系统
液料输送系统主要指水和外加剂的输送与称量。在称量层平台上有一只配料调节水箱(保温型,位于船纵向中心),搅拌用水从工作水舱或冷水系统的冷水舱泵入调节水箱,水位由液位浮球开关自动控制。调节水箱同时设有溢流管路,以便水箱内的水溢流。两台水秤左右对称设在称量层平台上,每台水秤对应一条混凝土生产线。卸水采用一只气动蝶阀,在进入搅拌机的卸水管路中各设有一台管道泵,将水与外加剂的混合液加压泵入搅拌机内,一则可以缩短卸水时间,二则可以冲刷叶片,减少混凝土粘结于搅拌轴和罐体上。两只外加剂配料调节箱前后并排设在称量层平台上(在水箱前方),由两台磁力泵分别将两种外加剂从主甲板上的两个外加剂贮液箱泵入相应的配料调节箱,每只外加剂配料调节箱各连接两套配料管路分别供两条生产线配料。每只调节箱均设有浮球液位开关,控制外加剂泵的启动和停止。必要时,开关相应阀门,可使贮液箱中的外加剂进行内循环,以免外加剂的沉淀。在每一条混凝土生产线中,两种外加剂配料管路各通过气动截止阀向同一台外加剂秤配料,外加剂秤设在水秤的上方,称量后的外加剂通过秤斗底部的气动截止阀卸入水秤斗和水一起卸入搅拌机内。
3.9 电控系统
混凝土搅拌船电气控制由工业控制微机集中控制系统与强电控制系统组成,对进料、称量、搅拌、出料等混凝土生产全过程实现自动控制,也可以人工控制操作。全部生产数据均可存储并按要求打印输出。微机控制系统是由进口工业控制微机(包括各种I/O模板、开关量输入板、开关量输出板)、以及进口信号变送器、控制台、各种外围设备、专用控制软件和数据库组成。系统中设有一台上位机和两台下位机。上位机主要用于生产管理,完成配比与用户的增加,删除与修改,及各种生产报表的打印,每套系统的打料命令都由上位机发出,再由下位机分别接受指令后进行打料。下位机用于动态模拟称量及卸料过程,模拟画面自动显示称量和卸料过程中秤斗内的料位变化,自动显示仓门、秤斗门打开/ 关闭状态的变化,实时显示生产方量,另外还可进行调零、校秤、系统参数设定等多种操作。在正常打料情况下,下位机按照上位机的指令运行,并把生产数据返回到上位机储存。在上位机出错情况时,也可以用下位机单独打料。
4 本套混凝土搅拌设备有如下主要特点
(1)总体布置合理、紧凑,外形美观,工艺流程先进:混凝土泵置于主甲板上,有利于增加混凝土的输送高度并方便清理废混凝土;骨料配料、称量系统置于主甲板下,称量后的砂、石料通过水平胶带输送机和大倾角胶带输送机送入位于搅拌站主楼上层的骨料等待料斗内。当搅拌机需进料时,骨料可以快速卸入搅拌机,保证了混凝土的生产率。
(2)采用双生产线设计,系统可靠性强。当一条生产线设备检修时,另一条生产线可正常工作, 确保搅拌船不停产。
(3)针对搅拌船在水上作业时,遇到风浪产生颠波,影响骨料与粉料的称量,特设计了专用的称量防晃装置,保证了称量精度。
(4)每格骨料仓均有侧门,适用于砂石补料船自带的胶带机向本船补充骨料。搅拌船在生产混凝土的同时,可以接受各种物料的补充,因此可以长期在外连续工作。
(5)混凝土搅拌系统密闭性好,环保性能好。
(6)搅拌船配置冷水生产系统,混凝土搅拌系统的水配料调节箱及供水管路均配有保温设施,在高温时节可生产温控(预冷)混凝土。
(7)混凝土搅拌系统采用微机全自动控制,运行可靠,操作简便,自动化程度高。控制系统软件具有良好的操作界面,并具有宽广的管理功能。














