


摘要:在分析、研究日本公司的CB920、美国托利多的Panth 以及长沙建设电子的PLC- 3 的基础上,提出了一种新型螺旋加料动态定量称重控制方法。该方法基于自校正预测控制算法,较好地解决了动态定量称重过程中精度和速度的矛盾。从系统硬件结构、控制策略及软件设计策略三方面论述了4 通道混凝土搅拌配料控制系统。
关键词:配料控制系统;螺旋加料;自校正预测控制算法;软件抗干扰
中图分类号:TP271 文献标志码:B
我国自60 年代开始研制混凝土搅拌站,主要用于水利工程。80 年代中期开始生产小型混凝土搅拌站,用于工业与民用建筑工程。90 年代后我国的搅拌站技术发展很快。现今国内配料搅拌控制器大多是单通道,如果要对水泥、泥沙、水、外添加剂进行同时称量,需要4 个控制盒,通过上微机协调控制,显然这种状况制约了组建大型搅拌站。研制的WY2006 采用高速SOC C8051F 系列单片机及多任务分时复用方法,有效地把4 个盒子集成为一个盒子。WY2006 采用了高精度多路模拟开关,有效地把四路放大滤波保护电路缩减为一路,减小了体积和制作成本。目前在国内动态定量配料行业存在动态精度与速度不能两全的状况。该系统采用自校正预测控制算法较好地解决了这个问题。
1 控制系统硬件结构
1.1 系统实物简介
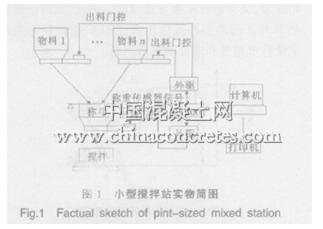
小型混凝土配料搅拌控制系统由九个料仓、四个称量斗、16 个压力传感器、一台搅拌机、一个WY2006 搅拌控制器、一台上位机、一台微型打印机、一些避雷器、中间继电器等。小型搅拌站实物简图如图1。如果是大型商用搅拌站,一台上位机能监控几台WY2006,组成集散控制系统(DCS)。
1.2 WY2006 硬件结构简介
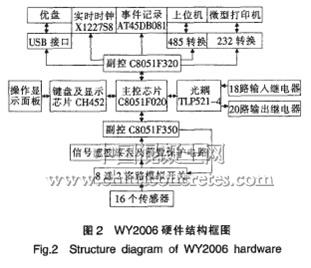
控制盒WY2006 采用三片高速SOC 分级控制:C8051F020、C8051F350、C8051F320。WY2006 的硬件结构框图如图2。
C8051F020 是主控制芯片,它通过UART 口与C8051F350 和C8051F320 通信,它才是系统的决策者。C8051F350 是模拟信号采集部分的副控,内置了24 位Σ- ΔADC。C8051F320 控制实时时钟、AT45DB081、232 转换芯片、485 转换芯片。并且C8051F320 内置了USB2.0 转换芯片可直接接USB接口,不需外扩其它外围电路,做成的USB 口可以高速(12Mb/s)或低速(1.5Mb/s)运行。采用多片单片机分级控制是有许多好处的,比如:可以减少程序的嵌套、提高系统的实时性、系统调试方便。
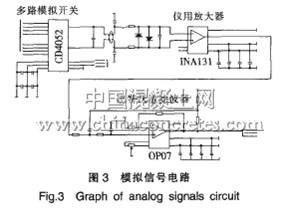
控制盒的设计难点是模拟信号处理部分,它由高精度模拟开关、仪用放大器、巴特沃滋滤波器、带AD 的单片机等组成。这部分电路如图3。由于模拟信号比较微弱,为(0~20)mV,因此,使用一般的模拟开关(例如:CD4051 等)恐怕无法胜任,必须选用高精度模拟开关作为微弱信号的切换芯片将4 路差分信号通过时分复用的手段转换成1 路差分信号送入INA131 仪用放大器放大100 倍,然后通过一个OP07 组成的巴特沃滋滤波器,将信号通频带限制在大约30Hz 以下。最后,通过带高精度AD 的单片机C8051F350,将模拟信号变换成数字信号,然后单片机直接就对采样数据进行处理之后将优选数据送给主控单片机芯片,同时,此单片机肩负着切换模拟开关的任务。
2 称重控制策略的研究
国内定量配料、定量包装中缺少先进的螺旋加料动态定量称重控制方法,所以动态精度低,速度慢。在一些不能快速在线准确称重的行业中,为防止因重量不足而失去信誉,不得不采用稍微超重称重装料的方法。本文在研制水泥动态定量称重配料中,通过分析螺旋加料动态在线定量称重过程,给出了一种新型双速变径变距螺旋加料动态定量称重控制方法。该方法采用“先快后慢、最后点动”的控制方式,较好地解决了动态定量称重过程中精度和速度的矛盾。理论和实验的研究表明,该方法对动态在线定量配料方面具有广泛的应用潜力。
2.1 控制方案
为了提高配料精度,首先必须选用高精度、高性能称重传感器。配料时物料从物料储存罐落入秤体,秤体重量变化经由支承秤体的称重传感器转变为相应的毫伏电压信号变化量,输入仪用放大器(抑制共模对差模的干扰)放大100 倍,通过A/D 转换成数字量,MCU 对该数字量进行数字滤波处理并与设定值比较,确定该种物料的当前配料情况,并决定下一步的配料方式。
螺旋加料装置是保证动态定量称重精度和均匀度的重要环节。由于螺旋加料机电一体化装置的非线性和强无自衡性,以及在加料过程中物料的粒度、湿度和料仓压力等又会引起加料流量的不稳定性。若加快称重速度,则物料对料斗的冲击将影响称重的精度和稳定性。而若提高称重精度,就不得不降低加料速度。为了协调称重精度和称重速度的矛盾,目前大部分动态在线定量称重设备采用两段加料方式,该加料方式只在一定程度上能够兼顾精度和速度的要求,精度不高,且存在超差。由于螺旋加料的不可逆性,定量称重超差无法弥补,只能重新进行。
为了提高效率和解决超差问题,使用变频调速器可实现无级调速下料,在本称重配料控制器中,从实用及方便出发,配方中每种物料的配料过程采用三级下料速度(如图4)。在称重开始时“快速加料”,当达到快速加料预测给定值Wg1 时开始“慢速加料”;当到达慢速加料预测给定值Wg2 时,延迟一段时间等待空中料落入料斗,如还达不到物料定量值Ws 的系统允许误差下限值WsL 时,则开始慢速“点动加料”,直到物料净重大于WsL 时才开料斗门卸料。由于每次点动加料时间随着物料差值的减小而减小,所以有效地避免了超差的发生。
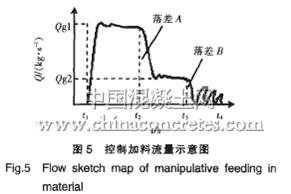
由于螺旋加料机械装置的时变性,与图4 中时间(t1~t4)所对应的加料流量曲线如图5 所示。当发出加料信号后,螺旋机械总要滞后一段时间才开始加料;当停止加料时,螺旋加料机械惯性又要延迟一段时间才能停止;螺旋加料停止后,空中还有尚未落入料斗的空间料(称为落差B,也称为提前停机量),使称量值增加,其增加量的大小与停止加料前的流量有关。慢速加料时间越长,Qg2 越稳定,相应预测的B 越准确,但降低了称重速度。若从定量称重速度上考虑,Wg1 越大越好,但Wg1 越大则慢速加料时间越短,又会影响定量称重精度。因此,如何正确预测B 并如何动态在线修正Wg1 和Wg2,是同时实现定量称重精度和速度的关键问题。
2.2 空中落差补偿
能否真正实现高精度配料主要取决于慢速下料阶段的软件处理,特别是空中落差处理,这是称重配料系统软件设计的关键。所谓空中落差是指当某一储料罐停止下料时,还有一部分在空中待落入秤体的物料。空中落差无法用一个固定的参数加以补偿,落差可以用如下二阶预报模型予以补偿:

在线估计θ(k+1),并用估计参数来代替真实参数θ,而得到最小方差自校正调节器。在实际控制过程中,β0一次取定为0.9,不参与估计运算;遗忘因子λ取值0.99;递推初始值θ(0)取在线辨识的一组定常参数;y(0)由实验选定;取u(0)=0,经过3~4 次称重,就可使落差补偿预测值逼近真值。快速加料给定值的修正原理是根据慢速加料的时间长短来调节Wg1,即用如下一阶预测模型:
Wg1 (k+1)=Wg1 (k)+[Wg2 (k)-Wg1 (k)][T2 (k)- T2]/T2
式中:Wg1 (k)和Wg2 (k)分别是第k 次快速加料与慢速加料预测给值;[Wg2 (k)-Wg1 (k)]为第k 次慢速加料重量;T2 (k)是第k 次慢速加料时间;T2 是常数,它是由实验整定的最佳慢速加料时间;Wg1 (k+1)是第(k+1)次快速加料预测给定值。
3 软件设计策略
3.1 软件去皮及误差补偿
皮重即配料计量秤在配料开始前已具有重量。由于物料具有一定的粘性或秤斗出现一些死角,秤斗会存在一些黏附物质。配料系统中对皮重允许有一定范围,若超过范围则认为皮重超重错误,须人工或自动进行去皮重操作。考虑到自动配料过程中皮重不可避免,因此在每一次配料开始时均须测量皮重,再根据皮重值修正配料要求的最终值,最终测得称量时再将其去除。
3.2 数字信号的输入输出方法
干扰信号多呈毛刺状,作用时间短。利用这一特点,在采集或输出数字信号时,多次重复采集或重复输出。连续两次或两次以上采集结果完全一致,方为采集信号有效。若多次采集后,信号总是变化不定,可停止采集,给出报警信号。由于数字信号只是1 和0 的变换,所以对这些信号不能采用多次平均方法,必须绝对一致才行。重复输出周期尽可能短些,外部设备接受到一个被干扰的错误信息后,还来不及做出有效反应,一个正确的输出信息又到来,可以及时防止错误动作的产生。
3.3 数字滤波
数字滤波有硬件的功效,但却不需要硬件投资。由于软件算法的灵活性,其效果往往是硬件电路所达不到的,它的不足之处是要占用CPU 资源。本系统的模拟板单独使用一块CPU 有利于处理数字滤波、非线性修正、传感器掉线检测以及修正传感器激励源电压变化对采集信号的影响等方面。干扰信号分周期性和随机性两种,采用积分时间为20ms 整数倍的双积分型A/D 变换方式,能有效地抑制50Hz工频干扰。对于非周期性的随机干扰,常采用数字滤波方式来抑制。数字滤波算法有程序判断滤波、中值滤波、算术平均滤波、去极值平均滤波、加权平均滤波、滑动平均滤波及低通滤波等。WY2006 采用低通滤波算法。
4 结语
经过系统研发及产品长期现场运行,得出如下结论:
(1)系统采用多CPU 分级控制,优点是编程方便快速,少嵌套。
(2)传感器测得的小信号经过仪用放大器、巴特沃滋滤波器后,模拟信号变得稳定精确。
(3)采用高精度多路模拟开关ISL43741IR 使得切换电压小信号成为可能,并且放大滤波采集电路分时复用使得电路板面积缩小,成本降低。
(4)本文给出的动态定量称重螺旋加料控制方法采用“先快后慢、最后点动”并引入自校正预测控制算法,较好地解决了动态定量称重精度和速度的矛盾。
参考文献:
[1] 郑德忠,何群.一种加权广义预测自适应递推优化控制算法[J].电子学报,2005,33(8):1442- 1445.
[2] 王伟.广义预测自适应控制的直接算法及全局收敛性分析[J].自动化学报,1995,21(1):57- 62.
[3] 郭静,刘付火,王章瑞.单片机C8051F320 及其USB 接口应用[N].电子世界,2004.
[4] 张迎新,雷文,姚静波.C8051F 系列SOC 单片机原理及应用[M].北京:国防工业出版社,2005














