


摘要: 利勃海尔公司生产的LRS606 系列残余混凝土回收系统是专门针对搅拌站商品混凝土生产和输送过程中产生的残余混凝土回收问题而设计的, 采用冲洗加旋分的方式对骨料和污水进行分离, 分离出的骨料经振动筛筛分, 可将沙子和石子分离以便重新利用, 而冲洗分离过程中产生的污水经专用管道排泄至装有自动搅拌器的搅拌池中, 也可被重复用于搅拌站的生产。整个回收系统通过KUHNKE 公司生产的PLC 进行控制, 具有手动和自动两种操作模式, 可随时进行切换。此外, 回收站控制系统中留有与搅拌站控制系统的信号接口, 可实现与搅拌站生产的联动。整套系统结构紧凑, 占地面积小, 操作简便, 性能可靠, 能够和搅拌站联动自动实现对残余混凝土的充分再利用, 减少对环境的污染, 节约生产资料, 是一种高效的残余混凝土处理系统。介绍我国残余混凝土回收的现状, 重点分析利勃海尔LRS606 系列残余混凝土回收系统的工作原理和工作流程, 并对其特点进行比较和说明。
关键词: 混凝土残余回收系统
随着我国经济建设的飞速发展, 商品混凝土的应用也日益广泛, 施工现场的环境污染大大减少, 以前由于缺乏有效的混凝土回收处理装置, 混凝土搅拌站自身的环境污染问题却始终得不到有效的治理。搅拌站在生产商品混凝土的同时, 搅拌机、搅拌运输车和混凝土泵车的清洗用水的排放以及剩余混凝土的废弃, 产生了大量的废渣、废水, 如果处理不妥就会造成污水横流、污泥废渣堆积的现象, 不但严重污染了周边环境, 影响设备的正常运转, 同时也造成了对矿产和水资源的浪费。
目前, 我国大部分搅拌站没有较好的残余混凝土回收系统, 大多都是采用原始的沉淀池来实现固液分离, 虽然能够实现一部分污水的回收, 但是这种简单的方法并不能彻底解决对沙石和水泥的回收再利用问题。在欧美等工业发达国家, 残余混凝土的回收处理技术经过多年的研发和使用, 已经趋于成熟。
我国商品混凝土工业虽起步较晚, 但发展迅速, 随着搅拌站的日益增多, 从保护环境和节约生产成本的角度来看, 残余混凝土的回收处理系统必将成为混凝土生产企业的必需设备。
1 LRS606 混凝土回收系统工作原理
利勃海尔LRS606 混凝土回收系统主要由搅拌车自动清洗装置、残余混凝土清洗分离装置和回收水处理装置等部分组成( 见图1) 。
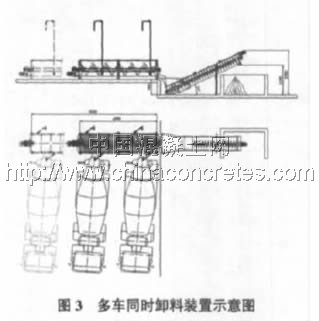
搅拌车自动清洗装置主要包括搅拌车冲洗支架、搅拌车冲洗管路、搅拌车冲洗水泵、车到位行程开关和现场操作控制盒等部分组成; 其中冲洗支架用来支撑冲洗管路, 冲洗管路中的冲洗用水由冲洗水泵从回收水池中抽取, 车到位行程开关安装在冲洗管路的末端( 参见图2) , 而现场控制盒则安装于冲洗架下部, 以便于手动操作。
残余混凝土清洗分离装置主要由残余混凝土进料斗、进料斗冲洗管路、进料斗冲洗水泵、污水回流管路、螺旋分离机及砾石振动分离筛( 选配件) 等组成。其中残余混凝土进料斗安装在螺旋分离机的底部; 螺旋分离机是倾斜安装的, 其出料口高于进料斗, 进料斗冲洗管路与冲洗水泵相连, 冲洗用水来自回收水池。
回收水处理装置的主要组成部分有回收水池、搅拌器、水位控制开关和补水管路。
当混凝土搅拌输送车向混凝土回收系统倒料时, 搅拌车的进料斗会碰触到清洗架上的行程开关,报警器进行10 s 报警后, 螺旋分离机1 和搅拌车冲洗泵同时开始工作; 再延时3 s 后, 回收站进料斗冲洗水泵开始工作, 将高压水通过冲洗管路9 冲入回收站进料斗中; 此外, 10 s 报警结束后延时5 s, 回收水池中的搅拌器6 开始工作。搅拌车冲洗水泵的自
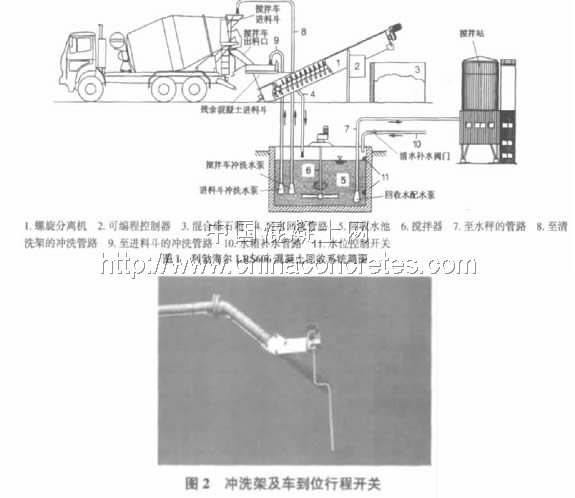
动冲水时间为1 min, 加水结束后可根据需要继续转动搅拌车桶体( 此时也可通过现场操作控制盒手动加水冲洗) 。待桶体洗刷干净后, 反转桶体, 将残料卸至螺旋分离机1 的进料斗中, 残余混凝土在螺旋分离机1 的持续旋转作用和进料槽高压水流9 的冲击下充分分离。清洗后的污水经回流管4 回流至搅拌池5 中, 而沙石等固体物质则随着螺旋分离机1 的转动逐步被提升至顶端, 然后从螺旋分离机1 的出料口排出至混合砾石箱3 中。
如果需要, 在混合砾石箱3 处可安装振动分离筛, 将沙石进一步进行筛分, 彻底地分离沙子和石子, 以便重新利用。搅拌车离开后, 进料斗冲洗泵会继续工作5 min, 而螺旋分离机1 会继续工作10min, 以便将螺旋分离机内的残余混凝土彻底分离。
回收水池5 中的搅拌器6 也会继续工作5 min 后进入间歇运行状态。至此, 回收系统完成了对残余混凝土的回收处理。
在自动工作状态时, 如果不进行残余混凝土的回收处理工作, 则为防止回收装置中的泥浆沉淀, 回收站的控制系统会自动转入间歇运行状态。在间歇状态下, 螺旋分离机、搅拌器以及所有的水泵都会在设定的时间间隔内( 根据季节不同, 系统会自动识别并设定不同的间隔时间) 自动运行一段时间, 以防止淤积现象的发生。回收水池的水位由分别装在底部和顶部的两只水位开关来控制, 当水位低于最低设定水位时, 位于补水管路10 上的清水补充阀会打开, 自动将水加至正常水位。搅拌池中的回收水会根据搅拌站控制系统给出的信号, 通过水秤配水管路7 将回收水输送至搅拌站, 重新用于混凝土的生产。
2 LRS606 混凝土回收系统技术特点
2.1 螺旋分离机
LRS606 系统中螺旋分离机是主要的分离装置,其主要性能指标如下: 驱动电机功率5.5 kW; 长度6 000 mm; 直径600 mm; 出料口高度2 200 mm; 固体颗粒尺寸6~35 mm; 分离后固体排放速度约12 m3/h。该螺旋分离机结构紧凑, 所需安装空间少; 倾斜设计, 能有效保证物料的固液分离彻底; 清洗螺杆安装在高质量专用轴承上, 可以有效地防止回收过程中产生的灰尘和湿气对其产生破坏; 物料在螺旋外壳内壁上的积聚可以有效地防止磨损; 圆形进料斗便于搅拌车和混凝土泵的停放, 同时为了满足用户的需要, 还可选配多车卸料装置, 通过加装水平螺旋分离机, 该装置最多可容纳3 辆搅拌车同时卸料( 图3) , 可大大提高工作效率; 出料口的卸载高度高, 所以回收设备的存储容量大, 不需要附加卸载辅助装置来提高卸载高度; LRS606 沿螺杆全长范围内有维护空间, 方便维护。
2.2 控制方式
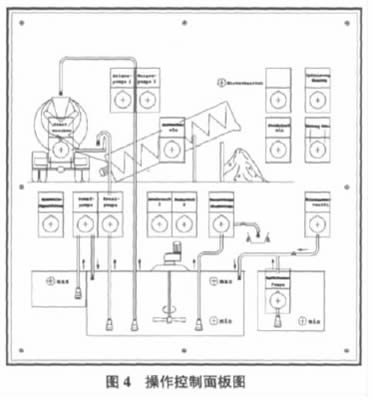
整个残余混凝土回收系统的电气控制采用PLC控制加按钮操作的方式, 既可实现全自动运行, 又可通过控制柜上的图形化操作面板( 如图4) 进行人工手动操作。另外, 为了适应在不同地区、不同季节的使用, 该回收系统还具有温度自动检测功能, 当温度低于5 ℃时, 自动进入冬季运行模式, 同时控制柜配有自动加热系统, 以消除低温环境给电气部件带来的影响。
2.3 其它
LRS606 混凝土回收系统还预留了一些选配功能, 以方便不同地区用户的使用要求。如在高寒地区使用, 可选配加热棒以防止螺旋分离机结冰; 在对回收水有较高要求时, 可使用悬液分离装置将回收水中的悬浮物分离出来, 以进一步净化水质; 而对于经常需要进行转场施工的用户, 还可提供移动式的LRS606 系统, 包括回收水池一起都可以移动, 并且拆装方便, 性能却不会有丝毫的改变。
3 结束语
利勃海尔LRS606 残余混凝土回收系统具有以下特点:
(1) 使用性能好具有很强的筛分能力, 能将沙、石、水、灰一次分离开来, 并且分离后的沙石可满足使用要求, 可充分实现废渣、废水的回收再利用。
(2) 处理能力强单机可同时容纳3 台搅拌车同时卸料, 其处理能力能够满足大多数混凝土生产企业的要求。
(3) 结构紧凑通过一个螺旋分离机同时实现清洗和筛分, 可有效节约占地面积, 同时也减少了故障点, 便于维护保养。
(4) 自动化程度高优良的PLC 控制系统能够实现无人化操作, 司机只需将车停靠到位, 然后将转桶清洗干净后倒料即可, 其它动作LRS606 自动运行, 无须专人操作; 同时在特殊情况下也可使用人工手动操作运行。
(5) 人性化设计该系统的操作面板充分考虑了人的身高因素, 便于操作; 同时在系统内部也设计了各种安全保护措施, 系统各关键部位都设置了各种声、光、电的保护和报警装置, 始终将人身安全放在第一位。
参考文献
[1] 禹宏云. 残余混凝土的回收装置[J]. 工程机械, 2002(8) : 54- 55.
[2] 黄文景, 周建华. 混凝土分离和回收再利用系统[J]. 建筑机械, 2006( 8) (上半月刊):94- 95.














