


摘要:介绍粉煤灰混凝土小型空心砌块生产的原材料选择、粉煤灰性能、混合料处理、砌块成型与养护等工艺技术及其优越性,指出粉煤灰混凝土小型空心砌块是一种利废节能的新型墙体材料。
关键词:粉煤灰 胶凝材料 骨料 混凝土 空心砌块 工艺
生产粉煤灰混凝土小型空心砌块,是将粉煤灰、水泥、砂石等主要原材料按比掺配,均匀混合,用加有适量减水剂的水适度湿化,经坯料制备,挤出成型,养护而成。采用空心砌块成型机生产,工艺简单,易操作,成本低,产品性能良好。
粉煤灰颗粒微细,一般粒径为0. 3 mm左右,相当于水泥的细度。粉煤灰量大面广,是一种利用价值很高的“再生资源”,是生产节能型绿色建材的好材料。
用粉煤灰、水泥、砂石、适量的增塑剂和水,生产混凝土小型空心砌块,具有诸多工艺功能。①含活性SiO2 ,具有火山灰作用和潜在水硬性。能水化生成水化硅酸钙凝胶,可减少水泥用量;②能提高以水泥为胶凝材料的制品后期强度,控制碱———骨料反应;③降低水化热,减少受热体积和干燥干缩;④减少泌水和离析现象,改善和易性,增强产品抗压、抗折、抗拉强度。提高砌体工程质量;⑤砌块强度达到MU10以上,能增强砌体的结构力;⑥粉煤灰容重小,可减轻砌块的重量。
利用粉煤灰生产混凝土小型空心砌块,具有一举多得的优越性。①可节约资源,降低能耗,减少运输量,减轻建筑业的物化劳动,节约砌体粘结料;②生产工艺简单,不需大量机械设备,不需窑炉,不烧煤,不用粘土,可节能源、耕地;③粉煤灰来源广,使用方便,省工节能,可降低产品成本,提高经济效益;④可变废为宝,消除污染,保护环境;⑤用小型空心砌块砌筑的墙体,具有隔热、保温、防噪功能。粉煤灰混凝土小型空心砌块是一种环保型绿色建材,发展前景广阔。笔者根据多年建材生产的经验,就粉煤灰混凝土小型空心砌块生产工艺谈几点浅见。
1 原材料的选择
粉煤灰的技术指标,应符合生产工艺的要求。实践证明,原材料是产品质量的根本保证,优质材料是产品优质的基础。生产优质粉煤灰混凝土小型空心砌块,必须选用颗粒微细的粉煤灰、清水细砂、清水小卵石(粒径小于10mm) 、优质水泥、高效减水剂和纤维素。
1. 1 粉煤灰的选择
粉煤灰是火电厂锅炉排出的废渣,其排出方式有干排、湿排、混排和分排。不论哪种方式排出的粉煤灰,均可用于生产混凝土小型空心砌块。粉煤灰颗粒越细越利提高产品的性能。
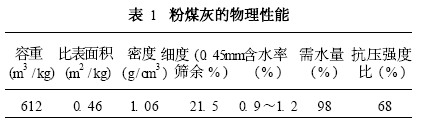
1. 1. 1 粉煤灰的物理性能
粉煤灰为多孔结构,对水的吸附能力大,含水分30 %的粉煤灰仍呈松散状态。其物理性能因原煤产地(种类)和电厂锅炉效率的高低而异,差别较大。粉煤灰的物理性能见表1。
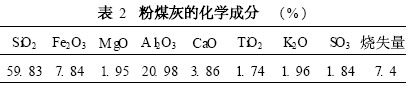
1. 1. 2 粉煤灰的化学性能
粉煤灰的化学性能因原煤种类(产地)而异,差别较大。其金属氧化物中的氧化铝、氧化铁、氧化锰含量略高。粉煤灰的化学成分,见表2。
1. 1. 3 粉煤灰的技术指标
粉煤灰粒径可分为粗灰、中粗灰、细灰三类,经0.45mm孔径筛筛分的筛余量分别为:粗灰30 %左右,中粗灰20%~25% ,细灰10 % ~15 %。用于生产混凝土小型空心砌块的粉煤灰粒径应小于0. 5 mm,烧失量应小于10 % ,活性SiO2 应大于50 % , SO3 应小于3% ,含泥量应小于1 %。如果SO3 大于3 % ,则会影响砌块的强度和耐久性。如果烧失量大于10 % ,则会致使未与胶凝材料发生结合的残余碳浮于坯体表层,影响坯体的强度。
1. 2 集料的选择
生产混凝土小型空心砌块,须掺配相应比例的胶凝材料和骨料。
1. 2. 1 胶凝材料的选择
视资源条件选用42. 5级以上的普通硅酸盐水泥、硅酸盐水泥、矿渣硅酸盐水泥或硅镁水泥。
1. 2. 2 骨料的选择
骨料在砌块中起着骨架作用,既增强了砌块的强度,又减少了砌块的收缩裂缝。选择骨料应控制粒径,一般采用10 mm以下细度的清水卵石、清水细砂,有条件时可采用10 mm细度的砖瓦碎屑或矿渣代替卵石,也可用煤矸石粉或硅灰代替细砂,便能与水泥一道发挥更好的活化作用。
1. 2. 3 增塑剂的选择
加入水中的增塑剂,可采用减水剂中的木质素磺酸盐类、多元醇类、羟基酸盐类、聚氧乙烯烷基醚类或腐殖酸类。
1. 2. 4 骨料粒径的控制
骨料颗粒应均匀一致,其最大粒径不得大于砌块最小壁(肋)厚度的1/3,细砂须经0. 60 mm孔径筛筛分除渣;卵石须经0. 9 mm孔径筛筛分除粗;粉煤灰须经0. 45 mm孔径筛筛分除渣。为使混凝土畅通进入机体模具,均匀充满模壁,提高砌块的密实度,且防止损坏机件,须在成型机入料口处装上10 mm以下孔径的网筛。
2 混合料配比
合理掺配混合料,是确保粉煤灰混凝土小型空心砌块成型优质的重要环节。粉煤灰在混凝土小型空心砌块中的掺量,一般占胶凝材料的比率为:粗灰12%~15% ,中粗灰15%~18%、细灰18% ~20 %。混合料中的粉煤灰掺量,既可取代相同重量的胶凝材料,又可取代相同体积的骨料。取代的粉煤灰所获得的强度增加效应,可补偿活性砂、石等骨料的强度损失。科学的确定混合料配比是提高坯体强度的关键,混凝土拌和物配合比见表3。

3 挤压成型工艺
粉煤灰混凝土小型空心砌块的坯体成型,主要由空心砌块成型机完成。该工艺具有优点为:①生产工艺简单,便于操作,可实现连续生产;②被挤出料为塑性,含水率低,收缩率小,坯体密实度高;③粗骨料与粗骨料相互搭接的孔隙可通过水泥和细集料填充,增强水化产物间的相互结合,提高成型坯体强度;④制品质地均匀,表面平整,不需焙烧,砌块强度>MU10;⑤可提高砌筑效率,省工省料,节约成本。
3. 1 砌块的规格尺寸
粉煤灰混凝土小型空心砌块外形多为直角六面体,其规格尺寸为390 mm ×190 mm ×190 mm;空心率为49. 8 %;孔壁厚度为30~35 mm;边肋厚度为25~30 mm;中肋厚度为40 ~50 mm;壁、肋的锥度均为5mm;芯柱尺寸不小于120 mm ×120 mm。此规格尺寸既利于成型时均匀布料,确保砌块壁、肋的密实度均匀一致,也便于坯体脱模。
3. 2 主要的机械设备
生产粉煤灰混凝土小型空心砌块的主要设备有:①振动筛:用于控制粉煤灰和骨料粒径(孔径各异) ;②配料秤:用于集料计量,按比精确配料;③混凝土搅拌机:用于混合料搅拌、捏合,制备成坯料;④空心砌块成型机:用于拌和料挤压成型;⑤皮带运输机:用于原材料和坯料输送或只输送坯料;⑥自动同步切割机:用于坯体切割定型;⑦粉碎机:用于矿渣、砖瓦渣、煤矸石、筛余料等骨料的粉碎;⑧洒水器:用于给混合料均匀洒水;⑨坯体养护场(库) :用于湿坯体养护;⑩其他设备:板车和成品堆放场地等设备。
3. 3 混合料搅拌与成型
混合料须经搅拌机强制搅拌、捏合制成坯料,然后经过成型机挤压成型,再经切割机切割成坯体。其整个成型过程的工艺流程是:
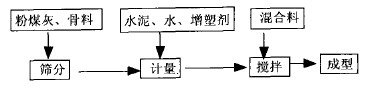
混合料搅拌是粉煤灰混凝土小型空心砌块生产的关键工艺,决定坯体成型强度的高低。在操作上必须环环扣紧,从严把关。
3. 3. 1 混合料搅拌加工
混合料的适度湿化及搅拌的均匀程度,对坯体的外形和内在质量有很大影响。因而在搅拌工艺上须把住五关:①集料应先行干混,然后加入相应量的含有适量减水剂的水进行湿混,将集料高度混匀;②集料的含水率至关重要,一般控制在17 %~20 %以内,过高或过低都会影响坯体的初期强度;③在集料中加入适量的长度为5~10mm的木纤维或维纶纤维或玻璃纤维,与集料一道搅拌、捏合;④输入集料不能超量,超量会加大搅拌机的负荷,影响正常运转而导致混合料搅拌不均匀;⑤集料湿混须均匀搅拌、捏合制成稠度适中的半干性混凝土,以提高成型坯体的初期强度。
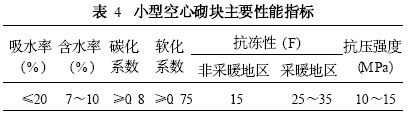
3. 3. 2 混凝土挤压成型
混凝土挤压成型过程决定坯体的密实度和成品强度,是决定砌块质量的关键工艺。根据GB /T15229 -2002的规定,外墙小型空心砌块强度等级应不小于MU5. 0,内墙应不小于MU3. 5。小型空心砌块的主要性能指标见表4。
挤压成型工艺的运作程序是:皮带运输机将半干性混凝土输入空心砌块成型机;成型机旋转着的螺旋将混凝土往模具内均匀推进、液压挤实,形成坯条;振动器将坯条进一步振动密实,坯条产生的推力推动成型机向前移动,通过成型机上的抹光板抹光;挤压机产出连续的坯条,经同步切割机自动切割成块状坯体。
4 坯体的养护
坯体的养护方法,可采用自然养护法辅以人工养护法。
4. 1 自然养护工艺
自然养护是将坯体连同托板一起平稳放入坯场,盖上塑料薄膜保温保湿养护,以提高坯体的早期强度。静养24 h后,便可进行坯场码垛覆盖,洒水养护;也可放入塑料大棚内,利用太阳能养护。每天洒水的次数应视气候、季节而定,洒水量以保持坯体的潮湿状态为度,以维持水泥水化反应的正常进行。养护两周后揭掉坯体上的覆盖物,自然养护至满28 d便可出厂。
4. 2 人工养护工艺
坯体人工养护工艺是采用蒸气养护,不受气候、季节的限制,可实现常年生产,且砌块质地均匀强度高。但是,人工养护需要库房和设备,投入较大,成本较高。有条件的大中型建材企业,可采用人工养护法辅以自然养护法。
4. 3 自然养护应注意的工艺要点
坯体的自然养护,工艺上必须把住五关:①坯场应高度平坦,以免坯体在养护过程中变形或断裂;②坯体码垛不能过高,一般码4~5层,最高不超过6层,如果再高,会压坏底层坯体;③冬季生产的坯体应采取保温养护措施,或采用掺早强剂等技术手段促进坯体硬化;④养护初期要防止暴雨袭击或烈日暴晒,避免坯体表面损伤或产生裂纹;⑤切实加强坯场管理,落实养护职责和措施,以避免养护过程中人为的坯体质量缺陷损失。
5 成品检验和堆放
粉煤灰混凝土小型空心砌块成品应先行检验,合格后按强度等级、质量等级分别堆放,并编号加以标明。堆放管理应把好三关:①堆放成品的库房或场地应干燥、通风、平整,堆垛须码端正,防止倒塌;②堆垛的高度不超过1. 6m,堆垛之间应保持适当的通道,以便搬运;③堆场要落实防雨措施,防止砌块吸水,以免砌块上墙时因含水率过高而导致墙体开裂。
参考文献
1 何劲波. 混凝土多孔砖的生产与应用. 砖瓦,2004 (8) 35 - 36
2 李庆繁,李光复. 促进粉煤灰小型空心砌块推广应用的建议. 新型建筑材料, 2004 (10) 36
3 陈胜利,李炳炎. 新型轻质隔墙条块生产工艺及应用. 砖瓦, 2002 (2) 32 - 34














