


摘要: 通过对废旧混凝土透水砖制备工艺中原料清洗工艺、搅拌工艺、成型工艺、养护工艺等的研究, 得出其与透水砖强度、透水系数的关系, 从而确定清洗, 搅拌工艺, 得到最佳的成型压力、保压时间以及养护手段。
关键词: 废旧混凝土; 透水砖; 工艺
1 前言
建筑物拆除过程中产生的大量的废混凝土, 构成了建筑垃圾的主要组成部分。如果将它们回收利用于生产, 既可减少建筑垃圾、减轻环境污染, 又可节省天然砂石的开采, 将产生显著的社会效益和经济效益[1~3]。
利用废旧的混凝土作为主要原料研制透水砖,用于城市广场和城市道路的铺设, 不仅能防止雨水汇集, 保持交通畅通, 有效解决城市“热岛效应”[4] ,吸尘、吸声、降低噪音, 还可以美化环境, 变废为宝, 节约自然资源[5] , 因此, 利用废旧混凝土研制透水砖具有重要的意义。
2 制备工艺
利用废旧混凝土制备透水砖的工艺为:
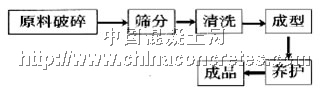
3 制备工艺的影响因素
用废旧混凝土制备透水砖主要的影响因素包括: 原料清洗工艺、搅拌工艺、成型工艺, 养护工艺等。
3.1 原料清洗工艺
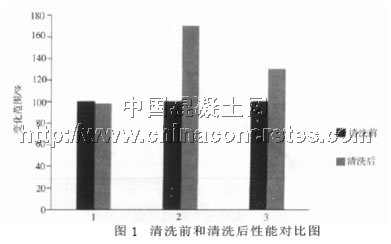
在混凝土块的破碎过程中, 产生很多微细粉末, 包裹在破碎完的碎块上。这种微细粉末组成比较复杂, 主要包括砂灰、粉尘、以及建筑垃圾拆卸现场粘附的土末及其他杂物, 在成型的过程中影响水泥和骨料的结合界面, 另外, 由于这些粉尘以细骨料的形式进入透水砖, 严重影响透水砖透水性能。经过清洗处理和未经清洗处理的对比试验结果见图1 所示, 图中1、2、3 分别代表抗压强度、透水系数、抗折强度。
3.2 搅拌工艺
为了使透水砖的外形美观、颜色鲜艳, 达到美化环境的效果, 将建筑垃圾透水砖分为两层制备:基层和面层。面层采用颜料制成彩色混凝土。建筑垃圾透水砖制料的搅拌关键在投料顺序和搅拌时间。对其基层, 首先将胶结材料与集料混拌40s, 再加水及减水剂混拌; 对于面层, 先将颜料与胶结材料混合拌匀, 再与集料混拌40s, 然后加入水及减水剂办和均匀。最后将拌和好的两种混合料装模, 按先基层, 再面层的顺序装填。
3.3 成型工艺
普通混凝土采用振动成型, 其目的是使混凝土尽可能密实, 从而增加强度和提高耐久性。而透水砖因为需要透水这一特性导致其成型工艺与普通的混凝土有所不同, 经过试验研究和查阅文献, 对透水砖采用静压成型工艺。
采用静压成型时, 最主要的影响参数是成型压力和保压时间。成型压力的大小对透水砖的强度和透水系数有着十分重要的影响。表1 是不同成型压力研究透水砖的配合比。
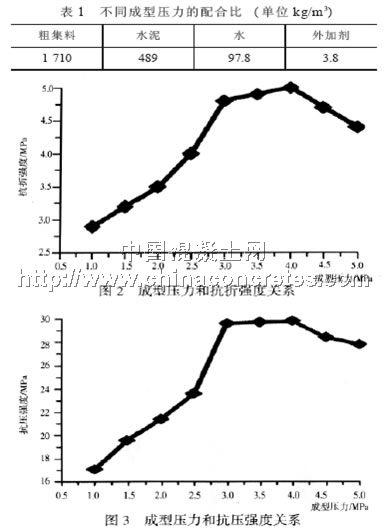
从图2 和图3 可以看出, 随着成型压力的增大, 透水砖的抗压强度在4 MPa 时达到最大, 然后随着压力的增大, 强度有所下降; 其抗折强度也是在3~4 MPa 时达到最大。出现这种现象的主要原因是: 在设计配合比时考虑的是有效孔隙率, 即自上而下的连通孔隙, 孔隙率和成型压力的变化趋势刚好相反, 在成型压力为3~4 MPa 时, 孔隙率达到设计要求, 当小于3 MPa 时, 孔隙率不能达到设计要求, 透水砖内部孔隙多, 集料接触点少,强度偏低; 大于4 MPa 时, 虽然孔隙率达到了设计要求, 但由于成型压力过大, 内部缺陷增多, 部分集料被压碎, 从而导致其强度降低, 透水性能也相应降低[6]。
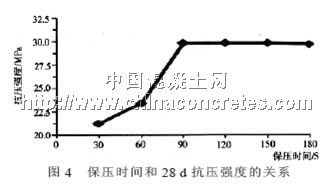
透水砖保压时间的长短对其初期强度有很大影响。如果保压的时间过短, 被压缩的空气不能及时排出, 在透水砖内部产生膨胀, 容易破坏颗粒间浆体粘结力和颗粒的机械啮合力, 砖体易产生表面裂痕和掉角现象。图为透水砖配合比同表1, 试件尺寸200mm×100mm×60 mm, 成型压力为4 MPa, 采用蒸汽养护时保压时间对28 d 抗压强度的影响。从图4 可以看出对于相同配比, 相同压力的透水砖, 随着保压时间的延长, 其强度增大, 但也不是一直增大, 达到90s 后, 其强度基本保持在一定值。
3.4 养护方法
养护的目的是为了保证透水砖凝结硬化得以正常进行, 使透水砖获得所需要的物理力学性质和耐久性。
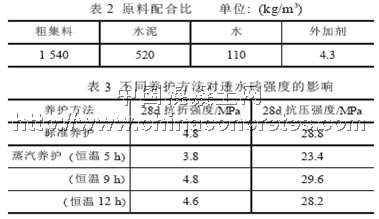
本研究采用标准养护和蒸汽养护, 试件采用静压成型, 试件尺寸200mm×100mm×60 mm, 原材料配合比如表2 所列, 成型压力为4 MPa, 保压时间90S。表3 是两种养护方法对透水砖强度的影响。
从表3 可知, 蒸汽养护的试件比标准养护的强度略高, 最佳的恒温时间是8 h。其原因是恒温阶段是透水砖发生水化和水热反应的过程, 为强度增大的主要阶段, 随着恒温时间的延长, 水化产物增多, 强度增大, 但达到一定时间后, 强度增大趋于稳定, 因此会有一个最佳恒温时间。
4 结论
通过对以上制备工艺的研究, 确定利用混凝乳制备透水砖的最佳工艺为: ( 1) 对原料进行清洗;( 2) 采用静压成型, 成型压力为4MPa, 保压时间90s; ( 3) 采用蒸汽养护蒸养制度为升温3 h, 恒温时间为9 h, 降温4 h, 恒温温度为800co。
参考文献:
[ 1] 陈道普.废弃混凝土的再生利用— 再生混凝土[ J].河南建材,2003,(2): 20~22
[ 2] 李松玲, 杜惠芳.再生混凝土的技术特点及应用的可行性探讨[ J] .焦作工业学院学报,2O01,(4): 312~313














